

以碳酸钠为碱源湿法脱硫工艺管理
0 前言
脱硫的工艺看似简单,实际内外部的联系非常复杂,影响因素也比较多,因此,脱硫的管理和工程技术人员加强管理非常重要,对脱硫而言,“三分技术,七分管理”一点也不夸张,加强脱硫工艺技术管理,是脱硫系统稳定的前提和基础。
1 脱硫液成分的管理
脱硫液成分不仅仅关系到脱硫效率和消耗的高低,同时也能反映出脱硫装置在生产运行中存在的问题,因此可以说,脱硫的工艺管理主要是脱硫液成分的管理。
作为脱硫的管理和工程技术人员应建好脱硫液成分台帐,时刻关注溶液成分的变化趋势,明确变化的原因并及时处理,避免脱硫工艺恶化,防止脱硫工艺事故的发生。
对于溶液的技术管理,应关注如下几个方面:
①Na2CO3组分的控制
Na2CO3组分的控制是在合理的溶液循环量、确保脱硫净化度完成的前提下,以低值控制为好,尽量做到稀液脱硫。Na2CO3含量高会导致CO2的吸收,耗碱量增加,副产物含量高,甚至引起盐堵。一般情况下,脱前H2S≤2g/Nm3时,总碱度以0.35--0.45N(18.6--23.9g/L,以Na2CO3计),随着H2S含量的提高应适当增加总碱度。
②NaHCO3、Na2CO3组分的控制
总碱度由NaHCO3和Na2CO3组成,脱硫过程中Na2CO3的脱H2S效率比NaHCO3高,Na2CO3组分的高低决定着PH值的大小。脱硫液应尽量提高Na2CO3含量,降低NaHCO3/ Na2CO3比值。(半脱≤5;变脱≤12)。
③PH值的控制
PH值随总碱度的增加而上升,也受NaHCO3/ Na2CO3的影响,PH值与比值成反比关系。PH值高利于吸收H2S的反应,气体净化度提高,PH值升高会影响HS-转化为单质硫;PH值<8.2时吸收速度和硫容均明显降低。
提高PH值不宜单纯增加总碱度,而应降低NaHCO3/ Na2CO3为主要手段,提高总碱度PH值升高不明显,反而产生碱耗高、副产物组分增加的副作用。在正常情况下,半水煤气脱硫PH值以保持8.2--8.6范围为宜;变换气脱硫PH值保持8.0--8.4范围为宜。
④Na2S2O3、Na2SO4及NaCNS组分的控制
一般要求三盐总和应≤250g/L,副盐含量高对脱硫系统(尤其是再生)影响比较大,同时脱硫剂和碱耗也会大幅度的提高,因此不宜控制高副盐操作。
⑤脱硫催化剂组分的控制
溶液中的催化剂含量一般在15--25mg/L即可,脱高硫煤时可提高到35mg/L,催化剂的补加要用空气活化4h以上,连续均匀补入系统(冬季活化时要用富液加热)。
⑥悬浮硫组分的控制
悬浮硫的高低主要受再生状况的影响,一般要求悬浮硫≤0.3g/L,对于888法脱硫悬浮硫≤1g/L,喷淋密度达到设计值一般不会出现硫堵塔现象。
⑦药品加入量的控制
溶液成分的变化和脱硫工艺的恶化很大程度上与药品加入量有关,因此应严格控制药品的加入量。
药品的加入量要根据《脱硫液成分分析报告单》进行调节(注意不可大幅度的加减量,尤其是辅料碱的加入,避免引起溶液成分的大幅度波动),同时药品的补入也要严格按照规程要求进行操作。
2 再生状况的管理
脱硫工艺的好坏与再生状况密切相关,因此,加强再生的管理是脱硫工艺管理的重要组成部分。
再生,严格来说应分为两部分。
一部分为喷射器前的溶液的再生,即:吸收、催化氧化过程。也就是碱液吸收H2S、催化剂氧化NaHS和NaHCO3转化为Na2CO3的过程。其化学反应方程式为:
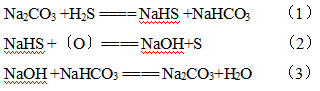
这一过程主要在脱硫塔和富液槽内进行,因此,适当提高溶液碱度PH值和催化剂浓度,延长溶液在脱硫塔和富液槽内的停留时间有利于这一过程的进行。
判断这一过程进行的程度可根据溶液中HS-含量和NaHCO3 / Na2CO3的比值,(也可以根据副盐的增长速率)。一般情况下,溶液中HS-含量≤0.02g/L;NaHCO3 / Na2CO3≤5即可。
再生的另一部分为喷射再生,即催化剂的吸氧再生。(还原态的催化剂吸氧后转化为氧化态催化剂),这一过程主要在喷射器和再生槽内进行,提高喷射器的吸气效率和延长溶液在再生槽内的停留时间,有利于催化剂的氧化再生。一般情况下,带有混合管的喷射器吸入的空气量是通过溶液量的3-4倍,溶液在再生槽内停留时间≥12分钟即可。
这一过程进行的如何可通过分析溶液中催化剂的浓度来判断,方法如下:
①取一定量的贫液样品按常规方法分析其催化剂浓度,记为a1;
②把同一贫液样品通纯O2,使其强制氧化10分钟,分析其催化剂浓度,记为a2;
③若a1和 a2数值差别不大,一般(a2 - a1)/ a1≤3%,,这说明催化剂的氧化程度已比较彻底,否则应检查喷射器的运行状况是否正常并及时处理。
3 工艺指标的管理
①脱硫塔入口温度(碱法脱硫): 30--35℃;
②再生温度(碱法脱硫): 38±3℃;
③熔硫温度: 135--140℃
④废液回收温度: ≤40℃
⑤喷射压力: 0.42--0.45 Mpa (PSC—30型)
4 溶液循环量的管理
循环量主要以满足喷淋密度(40--60 m3/m2.h,大塔取高限)和液气比为主(≥12L/Nm3)。即便是脱前H2S含量低,也要满足以上两指标,防止循环量太小,满足不了填料塔的喷淋密度要求造成堵塔。
5 废液的管理
废液必须经过处理(冷却、沉降、过滤并降温至40℃后)才能返回系统,并严格按照废液处理规程进行操作,做到定期清理沉淀池、过滤器和废液储备槽,否则极易造成返回的废液中副盐含量高,影响再生及整个脱硫工艺。
6 系统压差的变化
关注压差的变化情况,明确压差变化的原因并能及时解决,防止堵塔事故的发生。
7 四槽液位的管理
控制四槽(贫液槽、富液槽,废液储备槽和再生槽)液位的变化,其主要作用是稳定溶液成分。
8 喷射器运行状况的管理
经常检查喷射器的抽气情况(防止喷嘴、空气室堵塞影响抽气量)和混合管的结疤情况,提高HS-的转化率,降低溶液中HS-的含量。
9 工艺事故的管理
脱硫系统出现工艺事故,如脱硫效率下降、硫回收率低、悬浮硫高、副盐增长快、消耗高、堵塔、带液等事故,车间管理人员必须组织当班职工及时查明原因,明确解决方案,并制定出纠正、预防措施,避免类似事故再次发生。
10 结语
脱硫系统的工艺管理贯穿脱硫、再生、硫回收及溶液成分的控制的全过程四者是一个整体,相互影响,任何一个环节出现问题,都会造成脱硫工艺不稳定。
由于脱硫工艺的管理不像变换、合成等工序直观,且有据可查,而脱硫的工艺状况的变化是一个慢慢积累的过程,且影响因素较多,原因比较复杂,若不能及时发现和纠正平时操作中的一些不规范行为和错误的操作方法,时间久了就会造成脱硫工艺的混乱。因此对脱硫的工艺管理应做到“专人负责,细化管理”,建立好工艺台账、事故台账等,既要明确近期的脱硫状况,又要做到全过程管理,细到加药品的规范性、硫回收的数量、硫泡沫的形态等全过程监控,这样才能更好、更有效地保证脱硫系统工艺的正常运行。
