

东狮湿式氧化法加压脱硫新工艺(二)
6.4 投资估算

6.5 低温甲醇洗工艺
1工艺原理
低温甲醇洗是一种典型的物理吸收过程。物理吸收和化学吸收的根本不同点在于吸收剂与气体溶质分子间的作用力不同。物理吸收中,各分子间的作用力为范德华力;而化学吸收中为化学键力。这二者的区别构成它们在吸收平衡曲线、吸收热效应、温度对吸收的影响、吸收选择性以及溶液再生等方面的不同。
低温甲醇洗中,H2S、COS和CO2等酸性气体的吸收,吸收后溶液的再生以及H2、CO等溶解度低的有用气体的解吸曲线,其基础就是各种气体在甲醇中在不同条件下有不同的溶解度。
根据气体在甲醇中的不同溶解度,可采用分级减压、惰性气体(氮气)气提或加热再生解吸的方法回收溶解的有用气体、以及得到CO2产品气、H2S酸性气体、放空尾气。
根据工艺原理,低温甲醇洗系统至少应包括:原料气的吸收、有效气体的中压解吸,低压解吸及氮气气提、热再生等单元。
2 工艺特点
低温甲醇洗工艺具有以下主要特点:
(1)它可以同时脱除原料气中的H2S、COS、RSH、CO2、HCN、NH3、NO以及石蜡烃、芳香烃、粗汽油等组分,且可同时脱水使气体彻底干燥,所吸收的有用组分可以在甲醇再生过程中回收。
(2)气体的净化度很高。净化气中总的硫含量可脱至0.1ppm以下,CO2可脱至20ppm以下。
(3)吸收的选择性比较高。H2S和CO2可以在不同设备或在同一设备的不同部位分别吸收而在不同的设备和不同的条件下分别回收。由于低温时H2S和CO2在甲醇中的溶解度都很大,所以吸收溶液的循环量较小,特别是当原料气压力比较高时尤为明显。另外,在低温下H2和CO等在甲醇中的溶解度都较低,甲醇的蒸气压也很小,这就使有用气体和溶剂的损失保持在较低水平。
(4)甲醇的热稳定性和化学稳定性都较好。甲醇不会被有机硫、氰化物等组分所降解,在操作中甲醇不起泡、纯甲醇对设备和管道也不腐蚀,因此,设备与管道大部分可以用碳钢或耐低温的低合金钢。甲醇的粘度不大,在-30℃时,甲醇的粘度与常温水的粘度相当,因此,在低温下对传递过程有利。此外,甲醇也比较便宜容易获得。
3 工艺介绍
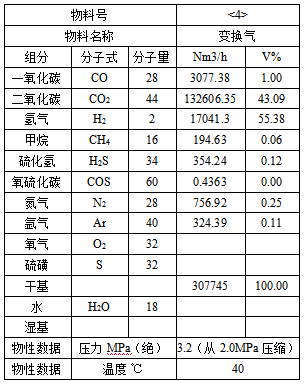
1原料气规格:
4 产品和排放物要求
4.1 净化气
H2总回收率≥99.6%
净化气甲醇洗装置总压降:≤0.25MPa
总硫≤0.1ppm(mol)
CO2 ≤10ppm(mol)
CH3OH ≤25ppm(mol)
4.2 富集 H2S 的酸性气
组成:H2S+COS≥25%(mol)
压力:≥0.12 MPa(G)
4.3 排放尾气
组成:H2S≤2.3 kg/h
H2S+COS≤15vppm
CH3OH≤50 mg/Nm3
压力:≥0.02 MPa(G)
4.4 排放废水
组成:CH3OH≤0.01wt%
4.5 CO2产品气
CO2 ≥98.5%(mol)
H2S+COS ≤5mg/Nm3
CH3OH≤250 ppm(mol)
压力 ≥0.20MPa(a)
5. 工艺概述
低温甲醇洗工艺采用物理吸收方法以冷甲醇作为溶剂脱除酸性气体,具有工艺气体净化度高,选择性好的优点,能够有效脱除原料气的H2S、CO2和COS等组分。低温甲醇洗装置主要输出物流包括:
CO2、H2S满足要求的净化气
H2S含量满足硫回收要求的酸性气
CO2产品气(可选)
适合排放的尾气,主要组成为N2和CO2
适合排放的废水
典型的低温甲醇洗装置包括以下几个部分:
原料气冷却
H2S、COS与CO2的脱除
甲醇富液闪蒸回收有用气体
CO2产品气解吸(可选)
H2S组分浓缩和甲醇富液气提
甲醇热再生
甲醇/水分离
尾气水洗
2低温甲醇洗的操作温度为-30~-70℃,各种气体在-40℃时的相对溶解度,如下表所示:
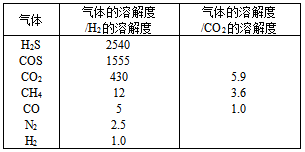
当气体中有CO2时,H2S在甲醇中的溶解度约比没有CO2时降低10%~15%。溶液中CO2含量越高,H2S在甲醇中溶解度的减少也越显著。
当气体中有H2存在时,CO2在甲醇中的溶解度就会降低。当甲醇含有水分时,CO2的溶解度也会降低,当甲醇中的水分含量为5%时,CO2在甲醇中的溶解度与无水甲醇相比约降低12%。
同样,根据气体在甲醇中的不同溶解度,可采用分级减压、惰性气体(氮气)气提或加热再生解吸的方法回收溶解的有用气体、以及得到CO2产品气、H2S酸性气体、放空尾气。
在中压下解吸可以回收溶解在甲醇中的少量H2和CO,中压越低回收的有效气体越多,但循环气体量增大,所需要的压缩功越大,即电耗越大,所以需要权衡二者最终确定最优的中压值。
在低压(常压,甚至负压)下解吸溶解的CO2气,压力越低解吸量越大,回收得到的CO2产品越多,但压力太低CO2气输送困难,负压操作则还需要电耗才能实现。
采用氮气气提,可进一步降低甲醇中溶解的CO2分压,可使CO2解吸更彻底些,相当于负压(接近真空)操作,通入的气提氮越多,CO2分压降低得越多,解吸得越彻底
最终采用升温解吸,即热再生,使甲醇完全再生得到贫甲醇,同时得到H2S酸性气体。H2S在甲醇中溶解度最大,也就最难解吸,采用外来热源加热甲醇到沸腾,用精馏的办法使得H2S彻底解吸出来。加热介质用量越大,甲醇再生得越彻底。
根据以上工艺原理,低温甲醇洗系统至少应包括:原料气的吸收、有效气体的中压解吸、低压解吸及氮气提、热再生等单元
6.设备一览
关键设备及材料
1主要设备一览表
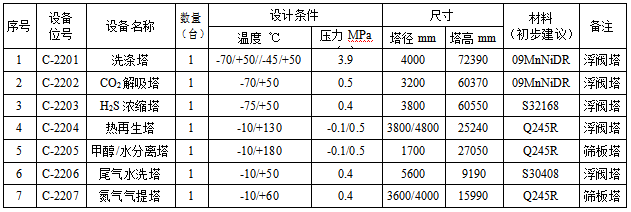
各塔建议结构参数表
设备一览表 容器类

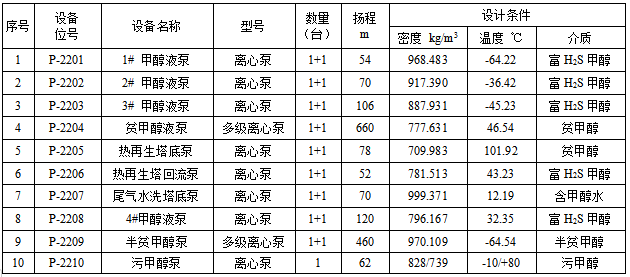
设备一览表 泵类

设备一览表 通用

设备一览表 换热器类

7. 低温甲醇洗投资占地运行费用
投资与占地
3.2.1 装置投资

占地:约80m×60m=4800m2;不包括原料气压缩系统
8. 克劳斯硫回收(低温甲醇洗配套处理酸性尾气):含硫化氢30万Nm3/h粗合成气经甲醇洗富集后,产生25%H2S含量的酸性气8000Nm3/h。
1、工艺路线及特点
如图所示,酸性气与氧气混合后进入克劳斯燃烧炉进行部分燃烧,燃烧尾气热量回收后经过两级克劳斯反应器生产硫磺,经硫冷凝器及分离器分离后的尾气送至加氢反应器,将二氧化硫及单质硫磺加氢成硫化氢,再经急冷至45℃以下,后与空气混合加热至160-180℃进入选择性氧化反应器生产硫磺,经硫冷凝器及分离器分离硫磺后,尾气与过量空气混合加热至250℃进入催化焚烧反应器将所有含硫化合物转化为二氧化硫送入碱洗塔,经碱洗后的尾气二氧化硫≤50mg/Nm3,硫化氢含量≤5ppm,达到超净排放。

该工艺采用克劳斯+改进超级克劳斯+碱洗工艺,尾气排放达到超净排放标准,生产硫磺质量满足国标优等品标准,与传统超级克劳斯工艺相比具有以下优势:经急冷后尾气处理量降低约20%;硫磺收率从原有超级克劳斯约70%提高至85%以上;采用催化焚烧代替焚烧炉,焚烧温度从900℃降低至300℃,出口硫化氢低于5ppm,能耗大幅降低;后续碱洗消耗降低一半。
2、原料及公用工程消耗估算
表 新型组合脱硫+脱碳工艺和低温甲醇洗工艺技术比较表
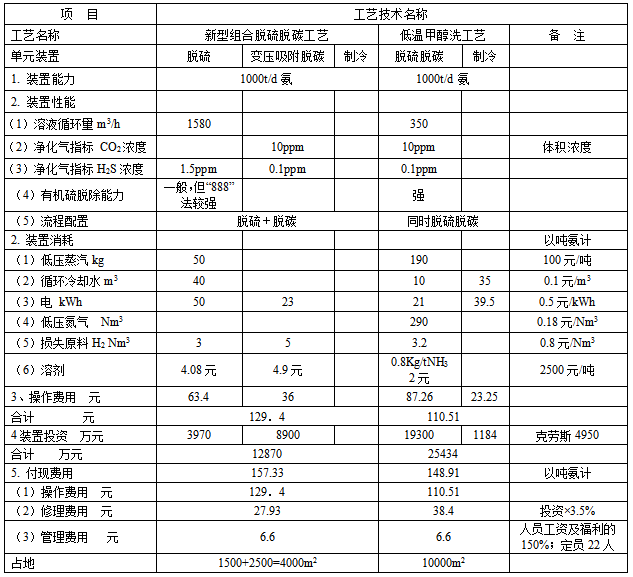
小结:从上表分析得出,新型组合脱硫脱碳工艺工艺操作费用和车间成本稍高于低温甲醇洗工艺,各项净化指标相当但是新型组合脱硫脱碳工艺工艺的一次投资低于低温甲醇洗工艺,仅为低温甲醇洗的50%,装置规模能力更小时, 一次投资会更低,更适合于配套中、小新改建装置。
七、根据客户需求,我们可以以下方式合作:
(1)E改造
对目前装置采用东狮专有技术进行挖潜性改造,达到提质节能降耗的目的。
(2)E+P合作
对新上装置采用最新的设计理念和组合反应技术进行工艺包设计和专用(专利)设备提供。
(3)BOT能力
对EPC合作的煤气脱硫装置,采用专业化运营管理模式合作。
湿法脱硫系统能否长期稳定运行,工艺设计是关键,系统管理是重点。湿法脱硫工艺在新型煤化工气体净化领域随着他的技术进步仍然大有作为,实践证明:原料和气化工艺的差别;含硫气体的成分、压力的差别,这些差别会对整个脱硫系统的工艺配置造成不同的影响。因此,针对不同气源、不同工况,东狮公司采用新的设计理念新的反应技术以成套化技术为基础,在进行科学计算的基础上选择合理的技术配置,结合十几年来在湿法脱硫系统的技术改造、现场服务中积累的丰富工程经验和深厚的技术沉淀,对湿式氧化法工艺进行了全面的优化和升级,形成了具有东狮理念的湿法脱硫新技术。
东狮公司经过二十来年的湿法脱硫技术的沉淀,整合了一整套“投资更低,运行费用更省,脱硫效率更高,设计最优”的湿法脱硫新技术,东狮团队始终秉承“勇于探索,敢于创新”的精神,坚持“先为人,后为商,诚为本,信取人”的企业文化理念,依托高校雄厚实验力量和东狮技术团队研发力量在湿式氧化法脱硫领域不断地超越自我,为行业的不断进步为“新时代”煤化工的发展为祖国的“碧水蓝天“贡献着东狮人的智慧。
