

以煤及焦炉气为原料生产氮肥和甲醇的净化技术综述(1)
【摘要】本文以煤基氮肥甲醇生产先进净化技术为主,比较全面地介绍了固定床气化炉(UGI)生产系统的水煤气净化技术(东狮水煤气脱硫和变换气脱硫技术),中小型合成氨厂常用的脱碳技术,中小型合成氨厂低压系统的精脱硫与深度净化,大型合成氨和甲醇厂的脱硫脱碳一体化净化技术(低温甲醇洗净化技术和NHD溶液气体净化技术),大型甲醇厂的深度净化技术,液氮洗净化技术,布朗深冷净化技术,焦炉气的净化技术(东狮湿法脱硫及西北院焦炉煤气制甲醇的深度净化技术)。
【关键词】 脱硫 净化 深度净化
1 前 言
有报道说,从本世纪初到现在,先后有煤制甲醇、煤制油、煤制烯烃、煤制乙二醇、煤制甲烷(合成天然气)和煤炭分质利用6轮煤化工热潮。笔者认为这一说法不太全面,至少在我国就不完全是这种情况,难道说在这一时间段里,以煤为原料大力发展合成氨产能就不是煤化工热潮之一了吗?笔者认为,我国的合成氨产业是我国最大的煤化工产业,也是热潮持续最长的煤化工(氨的年产量约6000万吨)。所说的6轮煤化工热潮,如与合成氨比起起来,能算得上真正热潮的也只有甲醇。我认为以煤为原料,采用第二代气化技术或改进后的UGI炉等气化技术生产合成氨;以焦炉气为原料,采用先进技术生产甲醇等化工产品的,都应属于煤化工范畴。
煤化工发展这么快,市场需求与GDP业绩是一大推手,还有是技术进步的助推。这技术中,其中净化技术起到了举足轻重的作用,它贯穿生产装置的整个过程。早先《小氮肥厂二十项主要工艺指标规定》中有15项是有关净化的指标,可见净化的重要性。本文想就煤化工中合成氨、甲醇及焦炉气制甲醇等领域里的主要净化技术作一汇报。
2 固定床气化炉(UGI)生产系统的水煤气净化技术
说起固定床气化炉生产,人们脑海中往往就会浮现出它是落后的、劳动强度大的联想。实际上并不是这样,现在的固定床气化炉,比起早先有了很大的改进:自动加焦、制气的几个过程、出渣等等全已经自动化控制,整个造气过程现已完全采用集散控制(DCS),也是一种“自动态过程的炉”,说它是固定床也只是相对而言的。它的制气效率和综合消耗指标,今非昔比,从某种意义上来说,可与任何一种先进气化炉比拼,该种气化炉仍是我国氨和甲醇的生产主力军,不可小视,应要重视这一生产装置系统的净化工作。
这一生产装置系统(主要是指氨和甲醇的生产装置)净化涉及面很广,从某种意义来说,从煤场开始直至生产终点。但对于氨、醇生产来说,一般是指水煤气脱硫(包括变换)。笔者只能选其要述之。
2.1 水煤气(或半水煤气)脱硫
合成氨工艺(包括甲醇生产工艺)是以催化反应为中心的,工艺气体的净化对催化剂及化工设备的正常运行是至关重要的。在工艺气体的净化中,集中体现在气体的脱硫问题上。
煤(焦)气化过程中,进入水煤气中的硫化物主要是硫化氢,占气体总硫含量的90%左右,有机硫占5~12%。与天然气不同,水煤气中所含有机硫主要是羰基硫和二硫化碳,尤以羰基硫为多,硫醇和噻吩极少(个别煤种除外)。以煤(焦)为原料的合成氨厂水煤气中硫化物的主要存在形式是H2S和COS。
水煤气(半水煤气)的脱硫方法很多,枚不胜举。多年实践证明,长春东狮科技(集团)有限责任公司(原长春东狮科贸实业有限公司)技术团队开创的技术是最具有代表性的。该技术团队原先是从“888”脱硫催化剂开始起步的,经过不断开拓发展,已开发出一系列先进净化催化剂和若干先进脱硫单元设备,并在整体上优化了脱硫净化工艺,登上了脱硫技术的新高地,为脱硫技术进步作出重大贡献。其要点如下:
(1) 优化水煤气脱硫工艺和关键单元设备,显著提高脱硫效果
(a) 对于水煤气脱硫系统,根据脱硫工艺对气质的要求,推荐脱硫装置前后务必设置电除焦油器,保证脱硫效果。在脱硫工段设置电除焦油器 ,不仅对压缩机的运行带来好处,实际上对脱硫也很有必要。因为焦油和杂尘对脱硫干扰很大,涉及脱硫的堵塔、脱硫效率、副盐成分、再生系统的稳定运行等。水煤气脱硫前头的电除焦油器,如果是高效运行,对水煤气脱硫系统良性运行绝对起保障作用;水煤气脱硫后头的电除焦油器,为离开脱硫系统的气体起把关作用。
(b) 对含硫量高的水煤气,推荐双塔串联分级脱硫,第一塔采用无填料的高效喷雾脱硫,第二塔采用高效喷雾与填料段相结合优化设计塔或优化的填料塔
(c) 对于只设置一个脱硫塔的装置,采用的脱硫塔,既有无填料的高效喷雾脱硫段,又有优化设计的填料段相组合的复合塔。
(d) 对脱硫再生系统的工艺及单元设备进行了全面优化,特别是对喷射管进行了优化设计,并提供了优质产品,例如山东联盟这样的大厂都选用这种喷射管。为化肥企业的脱硫再生生产作出重要贡献。
这里特别要指出的是无填料空塔喷淋技术,对当今规模大的生产装置而言尤为重要。大家知道,传统填料脱硫塔在脱硫中暴露的问题越来越突出,特别是用高硫煤为原料的企业暴露出问题的更严重,主要存在如下几个方面问题:①经常堵塔;②塔阻力大;③动力消耗高;④运行费用大;⑤投资费用大;⑥气体、液体分布难;⑦溶液循环量大且不易调节。
对于脱硫来说,压差对系统的影响极为敏感。如果是前置脱硫(气柜前脱硫),这种影响更为突出。东狮公司经过多年的努力,不仅研制开发适应于脱硫应用的高效雾化喷头,而且设计了一整套灵活巧妙的喷头布置形式,开发出无填料高效空塔喷淋脱硫塔,大大提高了脱硫效率。“空喷技术”脱硫上的应用十分重要,它主要解决了如下问题:①解决了堵塔问题;②解决系统阻力大的问题;③提高脱硫液的硫容,降低溶液循环量,且易于调节;④解决设备庞大问题(与填料塔相比,同等条件下,塔的总高度下降约1/3);⑤降低一次性投资(与填料塔相比,同等条件下要减少20%~30%);⑥有效提高了高压缩机打气能力,提高了产量;⑦对于气柜前脱硫,空塔喷淋技术的应用,对于提高煤气炉产气量、稳定操作,降低动力消耗,起到非常重要的作用。
近几年来,他们为很多企业设计了全空塔和半空塔,运行效果十分理想。如内蒙古红骏马、宁夏富荣化工、河南飞行化工、山东烟台万华、广西柳化、江西碱业、乌海西部煤化工、徐州丰成化工等等。
(2) 对硫黄回收的工艺作了重大改进
硫黄回收的工艺路线有两种,即连续熔硫回收和间歇熔硫回收。
随着企业产能的增大,采用连续熔硫工艺,熔硫后的残液量越来越大,处理难度和代价增大,与当今节能减排政策相悖。此外,在残液处理过程中也会使溶液中HS-转化成S2032-的机会大大增加。这些副盐的大量产生不仅降低了脱硫液的质量,影响了脱硫效率,而且有时会因脱硫液中副盐的结晶析出而堵塞设备、管道及填料。从另一角度说,进入连续熔硫系统的物料80%左右都是脱硫液,只有20%左右才是单质硫。而且由于使用催化剂不同,再生状况以及操作管理好坏不等,使硫泡洙中单质硫含量大不一样,有的单质硫含量还不到10%,这些硫泡沫都进入熔硫釜进行加热熔硫,这不仅增加了蒸汽消耗,而且增加了残液处理难度。
在熔硫之前对泡沫进行过滤处理,让硫泡沫在熔硫之前与脱硫液分离。其实这个路子自湿法脱硫产生以来,行业界人士一直想走,但由于传统的过滤技术所带来的问题相当多(如需要专人看管、更换滤布频率大,工人劳动强度大,电耗高,现场环境差、过滤后滤饼中残液量高,且过滤后的脱硫液浊度很高等等原因),行业里用得很少。像安阳厂还是坚持采用这一间歇熔硫回收工艺。
硫回收的关键是过滤技术,如果传统的过滤技术得到改进和提高,那么硫回收的工艺将会得到进一步的完善和发展。针对这些情况,东狮公司采用先进的MS型硫泡沫专用过滤机,创立了崭新的间歇熔硫回收工艺。硫黄回收新工艺的要点是:MS型硫泡沫专用过滤机过滤硫泡沫→干滤饼自动刮落进熔硫釜熔硫(间歇熔硫)→出熔硫釜残液冷却沉淀分离。
采用这种工艺的主要优点是,贫液清澈质量好,虑饼干燥含固量高,节省蒸汽残液量少。经工业化生产实践取得了十分满意的效果,其新颖性和实用性,具国内领先水平。
2.2 变换气脱硫
由于变换工艺的调整(其中有所谓中低、中低低、全低变、低低低等等)、压力等级的提高(有的已达4.0MPa),以及高硫煤的运用(变脱入口硫化氢500 mg/Nm3~700mg/Nm3有的甚至到1.0g/Nm3以上),变脱的负荷越来越大。因此,传统的填料塔工艺不能满足要求,净化度下降,H2S超标,还有堵塔及带液现象比较严重。在这里对于“变脱”问题只说一说QYD型高效“变脱”塔(无填料塔)。
长春东狮科技(集团)有限责任公司(原长春东狮科贸实业有限公司)的技术团队通过理论研究和实践总结分析,认为造成这些问题的主要原因是:一方面是由于碱溶液吸收硫化氢反应的本身(硫化氢含量越高,分压大,反应速度快,析硫速度快,瞬间大量的单质硫极易黏附在填料上)以及化学反应产物的特殊性(单质硫的黏附性强)造成的。因此压力等级越高,硫化氢含量越高,这种现象就越明显。这也是变换气脱硫经常出现堵塔的一个重要原因之一。另一方面,在较高压力情况下,变换气中有一些醇类、酚、萘等有机物的存在污染了脱硫液并改变了脱硫液的物化性质。另外,碱溶液吸收硫化氢的同时也吸收大量的CO2,这些气体在减压解吸过程中严重影响了硫泡沫的正常浮选。因此,这两种因素是造成脱硫塔带液和再生状况不好的突出原因。针对这些问题,他们开发出一种新型高效复合传质内件,即QYD型加压原料气脱硫塔传质内件,它从根本上解决了这些问题。该内件有如下技术特点:
(1)如果用于新塔设计,在直径不变的情况下,塔的高度要比填料塔降低1/3左右。
(2)无论用于新塔设计还是旧塔改造,该装置投入运行后,脱硫液的硫容要增加一倍左右,这样溶液的循环量要比填料塔降低30%左右。
(3)该装置在用于新塔设计时,由于塔的高度大幅度降低,因此在选取泵的扬程时也要比原来低10米左右,这样降低了脱硫泵的动力消耗。
(4)由于气液接触时间大幅度降低(25S左右,三层装),这样脱硫原料气中CO2对脱硫液的影响将得到有效的改善,这更加有利于脱硫液对硫化氢的选择性吸收、这对于溶液的再生、硫泡沫的浮选以及降低NaHCO3的生成率都有大有好处。
(5)如果用于旧塔改造,该装置投入运行后,该塔的生产能力将提高10%左右。
(6)如果用于新塔设计,与填料塔相比,可节省约30%的一次性投资
该技术自2007年10月分来,该技术先后在山东、河南、山西、河北、安徽、湖北等几十家化肥行业使用取得了十分满意的效果。2008年10月12日,全国化工合成氨设计技术中心站组织专家在山东盛兴海化对该技术进行了评审。2009年1月12日,中国石油和化学工业协会(现名:中国石油和化学工业联合会)对该技术进行了鉴定(省部级鉴定),对该技术作出了高度评价。2009年3月18日获得了国家发明专利,其专利号为:ZL200710055816.4。2009年11月5日,中国氮肥协会对该技术进行评议,并把它作为氮肥行业的支撑技术加以推广。
3中小型合成氨厂常用的脱碳技术
我国的脱碳技术像我国的武术一样,门类很多。光是中小型合成氨厂常用的就有五六种
(1)NHD(Selexol)法
1958年美国联合化学公司福朗克波特(Frank Porter)发明了在高压下能溶解酸性气体的良好溶剂――聚乙二醇二甲醚,商品名称为Selexol。利用此溶剂发展起来的气体净化方法称Selexol法。
60年代初,联合化学公司进行了净化合成气、天然气的中型试验,1964年冬建立了第一座工业性试验工厂用来净化合成氨装置的合成气。1996年世界上已有50多个工业生产装置。
南化集团研究院于1980年起,经过静态平衡和模型试验,筛选出用于脱除H2S、CO2的聚乙二醇二甲醚溶剂(商品名称NHD),测定了CO2、H2S等组份在溶剂中的溶解度及其它热力学数据,在模试中得出了脱硫、脱碳的较佳工艺条件,开发了与Selexol法相似的工艺过程,命名为NHD法。
1984年通过化工部鉴定。由化工部第一设计院设计的鲁南化肥厂Ⅱ期工程脱碳装置(8×104t/a合成氨)和郯城化肥厂第二套脱碳系统(4×104t/a合成氨)均采用此技术,并分别于1993年10月和1993年12月20日投运,运转正常。
NHD法已正式批准为我国第一批化工设计专有技术。据不完全统计,国内运转的生产装置有六七十个,NHD法脱碳装置入吸收塔贫液温度1~3℃,净化气CO2<0.2%,再生气CO2达 99%,电耗125kw•h/tNH3 汽耗25kg/tNH3,溶剂消耗0.23 kg/tNH3。
(2)MDEA法和改良(或活化)MDEA法
20世纪40年代末,美国Flour公司就研究过MDEA水溶液选择吸收H2S的问题。70年代,DOW化学公司又在中型试验及工业装置中研究了MDEA工艺。
70年代末,我国四川天然气研究所、南化集团研究院开展了MDEA水溶液选择吸收H2S的研究,并逐步实现工业化,主要用于天然气脱硫。这就是早期的MDEA法。
MDEA与CO2的反应过程受CO2与H2O反应步骤的控制,而使整个脱碳过程的速率不快。为了加快吸收与再生速率,70年代初,西德BASF公司在MDEA水溶液中加入了少量与CO2进行微弱反应的活化成份,用来脱除CO2,形成了改良MDAE法,或称活化MDEA法。
1971年西德的一个30×104t/a合成氨厂首次应用成功。据统计,至1996年,国外已有60多个工业装置在运转,建设和设计中的装置有125个以上。
一般使用的活化剂有哌嗪、二乙二醇、咪唑或甲基取代咪唑等有机物。改良MDEA法是当今能耗较低的脱碳方法之一。
1985年南化集团研究院、华东化工学院着手进行活化MDEA脱碳的研究工作,筛选了活化剂,进行了小型中试,测定了平衡数据并研究了过程动力学。
1989年南化集团研究院的活化MDEA法成功应用于一个小氮肥厂脱除部分CO2的工业装置。1997年湖北襄樊氮肥厂将此法用于年产万吨氨的全脱碳装置并投入生产,1992年通过部级鉴定,并获国家专利。目前已有80多个厂采用活化MDEA水溶液,活化剂是DEA。江西永丰氮肥厂、安徽东至氮肥厂采用华东化工学院的技术,使用50%MDEA水溶液,活化剂是派嗪。
DMEA脱碳装置入吸收塔贫液温度60~80℃,出吸收塔富液温度85℃,再生塔底温度75℃,净化气CO2 为 0.1%,再生气CO2 为 99%,蒸汽消耗0.802t/tNH3(近几年更低)电耗85.7 kw•h/tNH3。
(3)PSA法
变压吸附(PSA)是气体分离技术中发展迅速和日益成熟的工艺过程。在气体工业中有广泛用途。早期的PSA脱碳装置处理能力小,有效气体损失大,一度影响推广应用。
1999年宜化投资1900万元新建一套大型PSA脱碳装置,采用Φ3200吸附塔10台内装吸咐剂1100t,实际处理气量61100Nm3/h,操作压力0.8MPa,净化气CO2 0.1%~0.2%(V),H2回收率99.06%,N2回收率96.31%。回收CO2纯度≥98.5%,电耗103kw•h/tNH3。
将变压吸附技术用于脱除变换气的CO2,进入21世纪后发展很快。
(4)碳酸丙烯酯脱碳技术
国内的碳酸丙酯脱碳技术是南京化工研究院等单位开发的。1979年通过化工部鉴定,据不完全统计国内已有好几个大中型装置,小型装置160多个。大部分用于从变换气中脱除CO2。
初期,碳酸丙烯酯法用于代替水洗法脱碳,取得了明显的节能效果和经济效益。80年代此法用于老厂碳铵改产尿素工程获得成功,为我国氮肥工业的发展作出了贡献。
如果就上世纪80年代碳酸丙烯酯脱碳技术存在着气体净化度差,溶剂消耗高,能耗高,硫黄堵塔等问题,那么后来碳酸丙烯酯脱碳技术更有新的改进和发展。
(a)1998年新设计的8×104t/a合成氨,2.65MPa的脱碳装置满负荷运行时净化气CO2稳定的保持在0.1%(夏季)。当负荷增加到13×104t/a合成氨时,净化气CO2仍能保持在0.1%。
1998年设计的10×104t/a合成氨,1.7MPa的脱碳装置,生产负荷提到12×104t/a合成氨时,净化气CO2:0.2%。
(b)吸收压力1.7MPa,Φ2400吸收塔的脱碳装置,改造后生产能力达6×104t/a合成氨时,净化气CO2 :0.2%。
(c)2.7 MPa的脱碳装置动力消耗降至75kw•h/tNH3。
(d)有装置连续运转7年多未发现堵塔。
(5)HS脱酸气技术
碳酸丙烯酯溶剂中加入少量添加剂,在脱除CO2的同时,可将变换气中的硫化物一次脱除至<0.1×10-6。所脱除的硫化物,可立即转化为溶解在溶剂中单质硫从溶剂中分离出来。该方法集脱硫、脱碳、硫回收于一体,在工艺、设备、投资、环保、操作费用方面具有很强的竞争能力。该技术为南化集团研究院开发,1994年10月通过化工部鉴定,命名为HS脱除酸性气体技术。
山东化工设计院的专家对脱碳方法进行了以下概括评价(供参考)。
(1)吸收压力在1.8MPa(绝)以上时,几种方法的气体净化度都能满足铜洗、甲烷化流程对进气CO2含量的要求。其中改良MDEA法,PSA法在较低压力(如0.8MPa)下也能达到高净化度(CO2 0.1%),而NHD和碳酸丙烯酯法则需要较高的吸收压力,NHD不要求吸收过程在低于常温的条件下操作。
(2)再生气CO2纯度,CO2回收率都能满足尿素生产的要求。其中MDEA法的CO2纯度和回收率最好,都可达99%以上。
(3)溶液的脱硫能力以HS法为最好,在一定条件下可将净化气总硫降到0.1×10-6以下。MDEA法和NHD法可脱到1×10-6,PC法可脱到5mg/m3左右。
(4)HS法再生气中H2S含量<15mg/m3(其它方法>150mg/m3)。
(5)影响系统稳定运行的因素很多。除工艺过程本身的性能外,很大程度上还取决于外界因素和管理水平。当前最突出的问题是,PC法的硫堵问题尚未彻底解决,HS法尤为严重。系统中析出的硫黄堵塞换热管和塔填料、内件。少则数月,多则一两年就需停车清理。NHD法系统未发现过硫堵问题,据反映,某装置运行近两年溶剂中硫含量已达1400~2000mg/L。MDEA法系统中没有硫析出。
(6)几种溶液对碳钢的腐蚀性不同。MDEA温度高时有腐蚀;NHD基本无腐蚀;PC浓溶液无腐蚀,稀溶液有腐蚀;PSA系统不存在溶液腐蚀问题。
(7)运行经济性。通常情况下,PSA、碳酸丙烯酯、NHD法运行费用较低。当电价高,蒸汽价格低或有低位能余热可利用时,活化MDEA法就变得更经济。设计者可根据文中所列技术经济指标自行评价更切实际。
然而,也有一些比较知名的企业铁定地认为采用二段法变压吸附脱碳法是最好的,如山西兰花科创股份有限公司2007年在《化肥设计》杂志第二期上发表了一篇题为《几种脱碳方法的分析比较》的文章就这样认为。他们提供的依据如下(供参考):
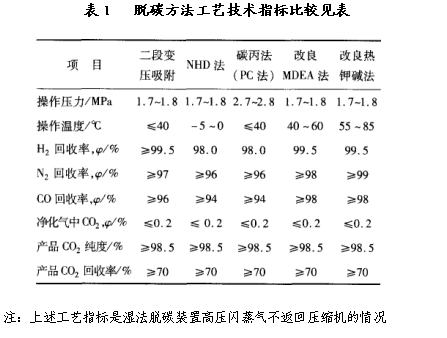
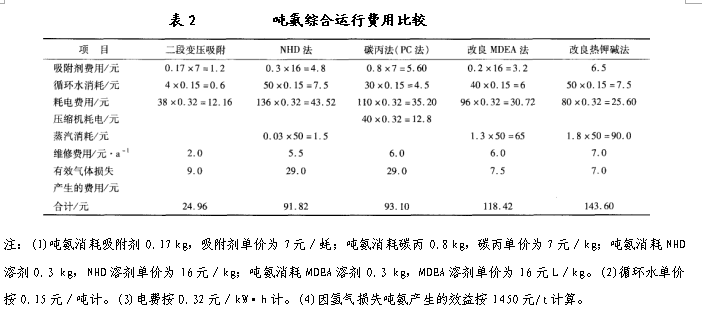
由表l、表2可知,变压吸附脱碳技术与湿法脱碳相比具有运行费用低、装置可靠性高、维修量少、操作简单等优点,有效气体回收率高于湿法脱碳。
